

MES in SAP - Manufacturing Execution System in SAP

Sofort sehen was
in der Produktion läuft.
Mit einem MES in SAP.
Sofort sehen was
in der Produktion läuft. Mit einem SAP MES.
Ein MES in SAP bedeutet maximale Datentransparenz ohne Middleware und ohne Schnittstellen. So bekommen Sie mit einem MES in SAP ein echtes Produktionsmanagementsystem aus einem Guss.

Produktionsmanagement mit Hürden
Produktionsunternehmen leiden oft unter mangelnder Transparenz, ineffizienten Prozessen und ungenutzten Potenzialen. Wichtige Kennzahlen zur Analyse sind verstreut, fehlen gänzlich und isolierte Softwaresysteme behindern den Informationsfluss zwischen Produktion und ERP.
Die Lösung: Unser X-NetMES direkt in SAP
Maximale Datentransparenz
mit unserem MES in SAP ohne Schnittstelle.
Schaffen Sie mit einem MES in SAP Transparenz, identifizieren Sie Verschwender und leiten Sie gezielte Maßnahmen zur nachhaltigen Verbesserung Ihrer Produktion ein.
Nutzen Sie den gesamtheitlichen Datenbestand als Schlüssel zur Exzellenz.
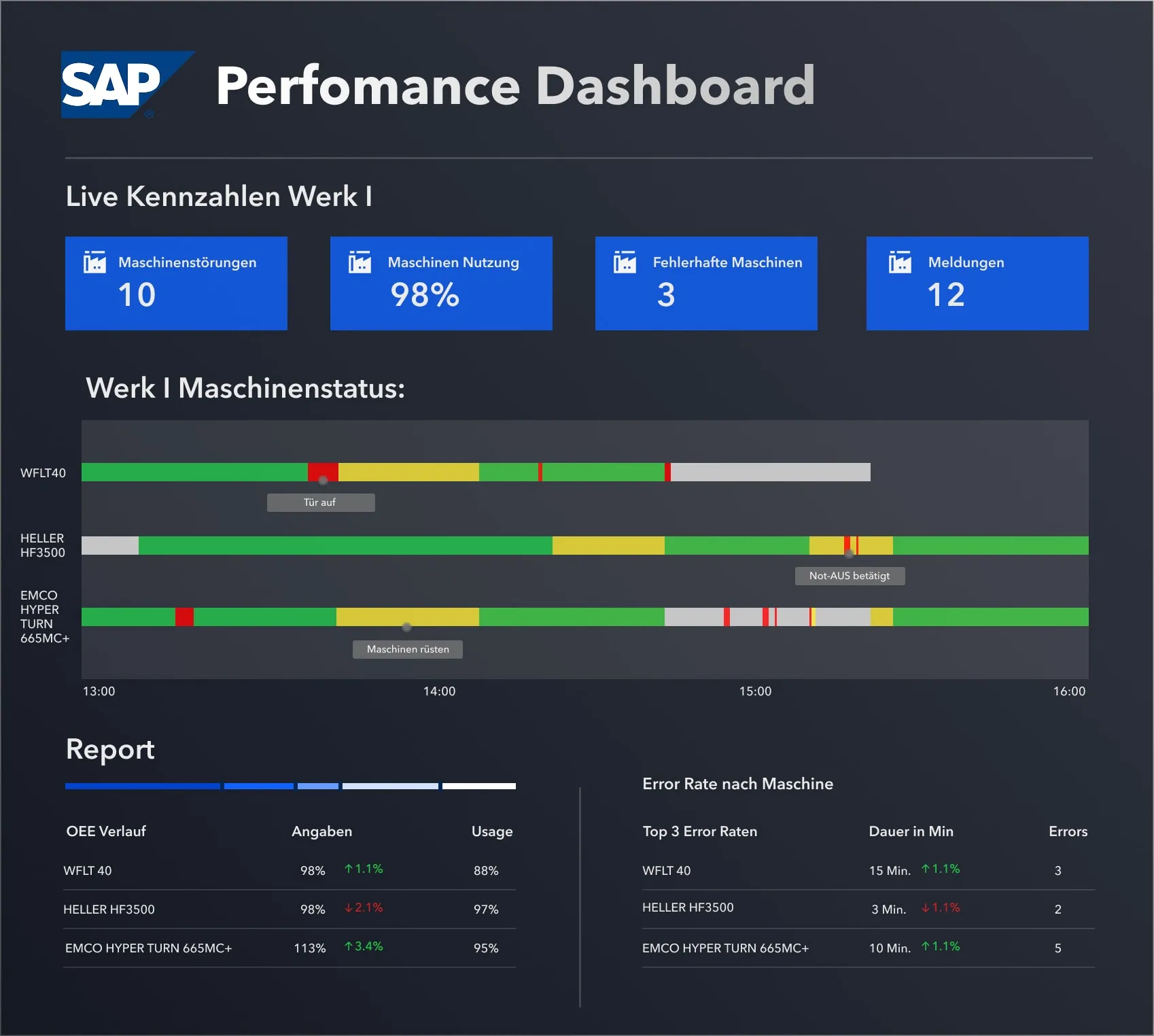
Online KPI-Analyse mit MES in SAP
Behalten Sie den Überblick: Visualisieren Sie KPIs auf Dashboards, analysieren Sie Details per Drill Down und konfigurieren Sie passgenaue Fiori-Cockpits für Führungskräfte, Bereichsleiter und Werker. Im X-NetMES Studio 4.0 stehen Ihnen dafür die Daten aus MES und ERP zentral für die KPI-Analyse zur Verfügung – so erkennen Sie auf einen Blick, was läuft und was nicht.
KPI
Der Daten in einem
einzigen System
Unser MES ist direkt in SAP integriert. Das ermöglicht Ihnen, den gesamten SAP-Datenbestand für Analysen zu nutzen und Chancen und Potenziale ganzheitlich zu identifizieren. Erfahren Sie mehr zu einem MES System.
Painpoints der Produktion im MES System in nur wenigen Klicks sehen
Painpoints der Produktion in nur wenigen Klicks sehen
Wissen, was nicht läuft – bevor es zum Problem wird.
Mit unserem Online-Status haben Sie Ihre Produktion jederzeit im Blick, treffen fundierte Entscheidungen und verkürzen Reaktionszeiten – für proaktives Handeln und nachhaltige Prozessoptimierung.

Optimale Skalierbarkeit durch modularen Aufbau
Flexibilität & Skalierbarkeit durch Standardsoftware mit modularem Aufbau.
Jede Produktion ist einzigartig – und genau deshalb muss auch Ihr MES in SAP mit Ihren Anforderungen wachsen. Unser MES System X-NetMES bietet maximale Skalierbarkeit durch Standardsoftware mit modularen Aufbau.

Volle Kontrolle durch offenes Coding des MES in SAP
Definieren Sie Ihre Workflows und spezifischen Prozesse im Standard-Customizing. Gestalten Sie mit unseren Experten optimale Abläufe und schöpfen Sie das volle Potenzial aus. 100 % SAP-ABAP, keine Middleware, vollständig in Ihre Systemlandschaft integriert. SAP Coding, User Exits & transparente Programmabläufe – Ihre Inhouse-Entwicklung kann Anpassungen eigenständig vornehmen.
X-ControlCenter
Material zur richten Zeit am richtigen Ort

Digitalisierte Logistik in Lager & Produktion mit dem Leitstand X-ControlCenter. Ressourcen im Griff, keine Engpässe & volle Transparenz – so wird der Materialfluss effizient.
Keine Liegezeiten mit Just-in-Time Logistik
Zentrale Steuerung von Transporten über den Leitstand
Rückverfolgbarkeit mit lückenlosen Prozessen
Modularer Aufbau für optimale Skalierbarkeit
100% integriert in SAP

MES in SAP
Wir machen Work-In-Process (WIP)
Material sichtbar:
Wir machen Work-In-Process (WIP) Material in SAP sichtbar:

WIP-Material Tracking im Shopfloor. Maximale Transparenz. Minimale Verschwendung.
Der richtige Materialfluss, zur richtigen Zeit am richtigen Ort!
In der Fertigung entscheidet die effiziente Materialversorgung über Produktivität und Wirtschaftlichkeit. Doch wenn Material zwischen zwei Bearbeitungsschritten (WIP-Material) nicht im ERP-System erfasst wird, entstehen Ineffizienzen, lange Suchzeiten und Stillstände.
Setzen Sie auf digitale Materialverfolgung statt Zettelwirtschaft.
Transparent – Digital – Effizient
Benefits ansehen
Eindeutige ID für jedes WIP-Material – volle Nachverfolgbarkeit statt Suchaufwand.
Digitale Fahraufträge steuern Transportprozesse – keine Engpässe, keine Verzögerungen.
Just-in-Time-Materialanforderung – optimierte Versorgung am Arbeitsplatz.
Automatisierte Einlagerung mit Status-Updates – Fertigungsauftrag, Material & Bearbeitungszustand stets im Blick.
Zentrale Steuerung über Leitstand – optimale Nutzung von Transportressourcen
Optimierte Prozesse mit digitalem
Aufgabenmanagement
Optimierte Prozesse mit digitalem Aufgaben-management in SAP MES.
Koordinieren Sie individuelle Aufgaben in Fertigung und Montage online und mit System. Das Anforderungsprofil auf dem Shopfloor ist sehr individuell und an den jeweiligen Fertigungs-, Montage- oder Logistikbereich angepasst.
Erstellen Sie mühelos individuelle Aufgabenlisten für Ihre Werker und Logistiker und organisieren Sie Aufgaben-Queues. Setzen Sie smarte Regeln und optimieren sie die Bearbeitung. Alles in einer zentralen, digitalen Lösung. Verfügbar als Standalone oder im X-NetMES Terminal integriert.
Benefits ansehen
Versorgung der Arbeitsplätze mit Verbrauchsmaterial wie Kartonnagen, Klebeband etc.
Abfalltransport an den Arbeitsplätzen und in der Logistik (Altöl, Späne, Papier)
Leergutversorgung der Arbeitsplätze mit Warenträgern, KLTs, Boxen etc.
Fertigungsinterner Palettentransport
MES in SAP
Erweitern Sie Ihre SAP-Prozesse
Unser Portfolio für Ihren Erfolg – Unser X-NetMESFunktionen gehen über SAP Funktionen hinaus
Betriebsdatenerfassung
Erfassen Sie Betriebsdaten, wie beispielsweise Personalzeit, Maschinenzeit oder Stückzahl in Relation zum SAP-Auftrag und SAP-Arbeitsplatz.
Mehr lesen
Die klassische Betriebsdatenerfassung (BDE) im MES-System umfasst die Registrierung der Ist-Daten zum Auftrag / Vorgang. Der Werker erfasst seine Daten in einem Browser-Dialog auf mobilen oder stationären Terminals. Alle gängigen Auftrags- und Leistungsarten werden unterstützt:
• Fertigungsaufträge (PP)
• Prozessaufträge (PP-PI)
• Projekt-System Aufträge (PS)
• Instandhaltungsaufträge (PM)
• Kostenstellen / Innenaufträge (CO)
Die automatische Berechnung erfolgt durch ein „Starten und Stoppen“ der Leistungsarten. Eingaben und Rückmeldungen von Gut- und Ausschussmengen werden plausibilisiert.
Das MES bietet Ihnen die Möglichkeit, Workflows papierlos zu gestalten und mit einer Werkerführung, hinterlegte Dokumentationen zur Verfügung zu stellen. Kombinieren Sie weitere Funktionen und erreichen Sie so einen hohen Automatisierungsgrad bei der Eingabe (Klickoptimierung).
Personalzeiterfassung
Erfassen Sie die Anwesenheitszeit (Kommen – Gehen - Buchung) und registrieren Sie Haupt- sowie Nebenzeiten ihrer Mitarbeiter.
Mehr lesen
Personalzeiterfassung am Arbeitsplatz
Registrieren Sie mit der klassischen BDE-Funktionalität die kontierbare Werkerzeit verursachungsgerecht zum Auftrag und Arbeitsplatz. Erfassen Sie darüber hinaus mit dem X-NetMES die nicht kontierbaren Leistungen (Nebenzeiten) und ordnen diese qualifiziert den betrieblichen Bereichen zu.
Präsenzzeit-Terminal
Nutzen Sie das X-NetMES Modul zur Präsenzzeiterfassung und -Buchung direkt in SAP HR bzw. SAP HCM.
Über ein separates Präsenzzeitterminal kann der Mitarbeiter seinen An- und Abwesenheitsstatus direkt im MES erfassen. Alle gängigen Identifizierungssysteme werden unterstützt (Legic, Mifare, etc.)
Maschinendatenerfassung
Erfassen Sie den Status ihrer Maschinen und dem Prozessequipment mithilfe einer direkten Maschinenkommunikation.
Mehr lesen
Produktion – Rüsten – Reinigen – Stillstand oder Störung, unser MES System erfasst den Maschinenstatus und bucht die effektiven Zeiten zu den SAP-Leistungsarten.
Gehen Sie Störungen durch qualifizierte Informationen auf den Grund und stellen Sie Probleme nachhaltig ab. Registrieren Sie Produktionsmengen sowie begleitende Prozessparameter direkt über die Schnittstelle zur Maschine oder durch ergänzende Informationen vom Werker.
Die Kopplung aller Maschinen erfolgt über:
• Einen Signalwandler, der direkt die Maschinensignale abgreift
• Eine OPC Kopplung, die mit der Maschinensteuerung kommuniziert
• Eine HTTP Verbindung, über die eine individuelle Kommunikationsstrecke aufgebaut wird.
IGH Standardverfahren:
Nutzen Sie die IGH-Standardverfahren zur Maschinenanbindung und profitieren Sie von unserem Know-How. Über unsere MES Software X-NetMES wurden bereits mehr als 20.000 Maschinen weltweit angebunden. Ob Simatic, Sinumeric, Heidenhain, Allen Bradley, GE-Fanuc, etc. – unser Team hat eine Lösung für Sie parat.
Qualitätsmanagement
Werker-Selbstprüfung, Wareneingangskontrolle oder Merkmalserfassung zum Prüflos… Qualitätsdatenerfassung in Produktion und Montage mit dem X-NetMES Q-Modul.
Mehr lesen
Ermöglichen Sie Ihren Werkern eine fertigungsbegleitende Prüfung online direkt in SAP. Analog zum QM-Prüflos erfasst der Werker an dem X-NetMES Terminal die quantitativen und qualitativen Prüfmerkmale. Ein dynamischer Workflow, abgeleitet vom SAP- Prüfplan garantiert einen ergonomischen Ablauf.
Unser MES bietet die Möglichkeit, digitale Messmittel anzubinden. Zudem existieren Schnittstellen zu komplexen Prüfsystemen.
Materialmanagement
Buchen Sie den Komponentenverbrauch in Fertigung und Montage direkt in SAP. Erfassen Sie Materialdaten wie z.B. Chargen und / oder Serialnummern und garantieren Sie somit die lückenlose Traceability in Produktion und Logistik.
Mehr lesen
Im Rahmen der Rückverfolgbarkeit ist es wichtig zu wissen, welches Eingangsmaterial in welchem Ausgangsmaterial eingesetzt wurde. Die Eingangscharge ist ein Bestandteil der Ausgangscharge. Retrograde Buchungen sind fehleranfällig und eine Chargenvorgabe kann den Materialfluss bremsen.
Unser MES System X-NetMES
verfügt über einen Workflow zur verbrauchsgerechten Erfassung und Buchung des eingesetzten Materials. Der Werker registriert die eingesetzte Charge (Komponente), die Menge und die Buchung erfolgt unmittelbar zum SAP-Auftrag.
Eine weitere Funktion unserer MES Production Software ist die Erfassung von Serialnummern. Auch hier erfasst der Werker in einem einfachen Workflow die Einzelteile und ordnet diese einem Objekt zu.
Dank X-NetMES ersparen Sie sich langwierige und fehleranfällige Aufschreibungen sowie eine anschließende manuelle Übertragung der Daten ins SAP-System.
Instandhaltung
Erhöhen Sie die Verfügbarkeit ihres technischen Equipments und die Effizienz ihrer Instandhaltung. Maximieren Sie die wertschöpfende Zeit und erhöhen Sie Ihre Wettbewerbsfähigkeit mit einer hohen Anlagenverfügbarkeit.
Mehr lesen
Störungsbehebung, Wartung und Instandhaltung
Organisieren Sie Ihre Arbeiten online mit X-NetMES PM auf Basis des SAP PM-Moduls. Lösen Sie automatisiert über die Maschinenanbindung oder das MES Terminal IH-Meldungen und IH-Aufträge aus. Durch die vollständige Integration der Funktionalität in die MES Software, können SAP Auftrags- sowie Arbeitsplatzdaten dokumentiert werden. Steuern Sie die Arbeiten mit einem personalisierten und optimierten Arbeitsvorrat auf mobilen Apps. Erfassen Sie Leistungen direkt auf den IH Aufträgen und lassen Sie Ihre Teams Reparaturmaterial mobil in SAP buchen.
Instandhaltung direkt in SAP
Stand Alone oder vollständig in den X-NetMES Terminal-Workflow integriert.
APS-Connection
Falsche Stammdaten führen zwangsläufig zu einer schlechten Planung. Shit in - Shit out! Nutzen Sie unser MES in SAP und bringen Sie Qualität in Ihre Stammdaten.
Mehr lesen
Unser MES System XNetMES schafft durch die Online-Rückmeldung aus dem Prozess die Stammdaten-Basis für ein Produktionsfeinplanungstool.(APS) Mit der verursachungsgerechten Zeitbuchung je Auftrag stellen Sie sicher, dass jeder Auftrag genau mit den Leistungen bebucht wird, die er auch verursacht hat. Verbessern Sie mit Soll-Ist-Vergleichen kontinuierlich ihre Vorgaben und erreichen Sie einen optimalen Einsatz von begrenzten Ressourcen.
Bringen Sie die Planung zum Werker
Mit der Online-Vorgangsliste im MES Terminal steht dem Werker die aktuelle Planung aus SAP jederzeit übersichtlich zur Verfügung. Ändert sich der Plan, so ist diese Änderung auch unmittelbar im Terminal ersichtlich. Agieren statt reagieren – steuern Sie ihre Produktion papierlos.
Online KPIs im X-NetMES Studio 4.0
Online-Datenanalyse & Reporting mit unserem MES in SAP. Mit dem X-NetMES Studio 4.0 haben Sie jederzeit Zugriff auf alle relevanten Kennzahlen – in Echtzeit und direkt in SAP integriert.
Mehr lesen
Datentransparenz in der Fertigung ist der Schlüssel zu fundierten Entscheidungen und einer effizienten Produktion. Mit dem X-NetMES Studio 4.0, dem leistungsstarken Analyse- und Reporting-Tool können Sie Produktionsprozesse gestalten, Engpässe frühzeitig erkennen und Optimierungspotenziale gezielt nutzen. Besonders bei Schichtübergaben und Shopfloor-Meetings liefert das Studio 4.0 die nötige Datengrundlage für schnelle, präzise Entscheidungen. Neben umfangreichen Standard- Auswertungen, -Reportings und branchentypischen KPIs besteht die Möglichkeit, mit einem Formeleditor spezifische Kennzahlen im Customizing zu definieren. Konfigurieren Sie spezifische Fiori Cockpits für Ihre Führungskräfte, Bereichsleiter und Werker unter Verwendung eines umfangreichen Berechtigungskonzepts.


In wenigen Schritten zum MES in SAP
MES in SAP Integration
01. Zieldefinition und Projektumfang
Welche Ziele verfolgen Sie? In welchen Bereichen möchten Sie Prozesse digitalisieren?
Zu Beginn eines Projekts legen wir mit Ihnen gemeinsam den Projektumfang und die Ziele fest, die Sie mit der Digitalisierung erreichen möchten – wie hoch sind die Potenziale? Wir legen wir den Fokus auf Transparenz, Effizienz eine nahtlose Integration in ihr SAP-System oder eine Stand-Alone Lösung und einen schnellen Return on Invest (ROI).

02. Prozessanalyse und KPI Definition
In einer Prozessanalyse erarbeiten wir uns, welche Parameter für Ihren spezifischen Anwendungsfall von Bedeutung sind. Wie kann optimiert werden und wie erreichen wir Transparenz? Gemeinsam definieren wir relevante Key Performance Indicators (KPIs) wie OEE, Produktivität und Leistung. Diese Standard-Kennzahlen ermöglichen eine fundierte Bewertung der Produktionsleistung und bilden die Basis für Ihre nachhaltigen Verbesserungen.

03. Konzepterstellung und Ressourcenplanung
Wie erreichen Sie Ihre Ziele? In Workshops mit unseren gemeinsamen Expertenteams erarbeiten wir ein richtungsweisendes Konzept inklusive einer Aufwandsschätzung, sowie einer detaillierten Zeit- und Ressourcenplanung. Unser Ansatz ist eine pragmatische Umsetzung, der zuerst die größten Hebel nutzt und schnelle Mehrwerte schafft.

04. MES in SAP Integration und Maschinenanbindung
Unser MES in SAP X-NetMES ist vollständig in SAP integriert, nutzt vorhandene Stammdaten und verhindert doppelte Datenhaltung. Im Projektverlauf wird es in Ihre Systemlandschaft eingebunden und mit einer Basiskonfiguration in ersten Prozess-Templates geschult und umgesetzt. Die Maschinenanbindung erfolgt über Standards wie OPC-UA, MQTT oder Webservices – ohne zusätzliche Server oder Datenbanken. Wir begleiten Sie beim Go-Live und in der anschließenden Hypercare-Phase. Unsere MES Software kann aber auch als Stand-Alone Lösung eingesetzt werden.

05. Echtzeit-Datenanalyse & Reporting mit MES in SAP
Mit dem X-NetMES Studio 4.0 erhalten Sie Fiori Apps für standortübergreifende Auswertungen in Echtzeit. Dieses ermöglicht datenbasierte Entscheidungen für Schichtübergaben, Shopfloor-Meetings und langfristige Prozessoptimierungen. Sie haben nun Zugriff auf Online-Daten aus Fertigung und Montage und können ihre Schwachstellen im Prozess identifizieren. Mit den KPIs und Standard-Reportings erreichen Sie vollständige Transparenz und schaffen damit die Grundlage für kontinuierliche Verbesserungsmaßnahmen.

06. Skalierbare Systemkonfiguration und Roll Out
Durch den modularen Aufbau kann das SAP MES X-NetMES exakt an Ihre Produktionsanforderungen skaliert werden. Sie starten mit den grundlegenden Funktionen und erweitern das System schrittweise. Reagieren Sie flexibel auf neue Anforderungen. Mit der X-NetMES Konfiguration nehmen Sie weitere Arbeitsplätze, Standorte und Funktionsmodule in Betrieb. Rollen Sie Prozess-Templates und Standard-Workflows standortübergreifend aus und profitieren Sie von einheitlichen und harmonisierten Prozessen in ihrem globalen Produktionsnetzwerk.

07. Produktionsfeinplanung und Kalkulation
Mit dem SAP MES X-NetMES erfasste Zeiten werden direkt im SAP rückgemeldet – der Fertigungsauftrag erhält exakt die angefallenen Kosten. So schaffen Sie Transparenz über direkte und indirekte Herstellkosten und verbessern Ihre Kalkulationsbasis. Auch für die Produktionsplanung sind präzise Vorgabe- und Rüstzeiten entscheidend. Unser MES in SAP X-NetMES liefert belastbare Stamm- und Auftragsdaten für eine fundierte Planung und wirtschaftliche Steuerung im SAP PP/PI-Modul.

08. Kontinuierliche Verbesserung und Zukunftssicherheit
Erfolg erfordert kontinuierliche Verbesserung – und die beginnt mit Transparenz: Mit X-NetMES schaffen Sie die Grundlage für nachhaltige Shopfloor Excellence. Optimierte Stammdaten, integrierte KI-Tools und die Anbindung an SAP sorgen für stabile, effiziente Prozesse. Gleichzeitig ist unser MES System X-NetMES releasesicher für SAP S/4HANA, basiert auf dem UI5 Fiori Framework und nutzt die Business Technology Platform (BTP) für eine zukunftsfähige Produktionsüberwachung in Echtzeit.






Referenzen zu X-NetMES
Kundenstimmen
Kunden-stimmen

Head of Manufacturing Control & Administration
Markus Theilinger
„Das X-NetMES hat eine höhere Transparenz in unseren Produktionsabläufen geschaffen, wodurch wir schneller auf Veränderungen reagieren und fundierte Entscheidungen treffen konnten. Durch die Implementierung des MES-Systems konnten wir unsere Produktionsprozesse erheblich optimieren und in Kombination mit dem Shopfloor Management die Effizienz um 15% steigern.“


SAP-Projektmanager
Nathalie Adler
„Wir haben keine Sammelaufträge in der Instandhaltung mehr und sind komplett papierlos. Die Anwendungen mit der IGH sind so übersichtlich und in wenigen Minuten geschult, dass die Mitarbeiter selbstständig die Aufträge einstellen und bearbeiten können.“


Head of Industrial Engineering
Marjan Petrovic
„Die Software-Lösung von der IGH bietet uns das Potenzial das Papier in der Produktion auf ein Minimum zu reduzieren und somit Kosten von bis zu 125.000 € zu vermeiden.“


IT-Leiter
Norbert Geiger
„Mit dem Umstieg auf das im SAP-integrierte MES-System X-NetMES der IGH Infotec AG, ist die Auswertung- und Erfassung- der Shopfloor-Daten barrierefrei im SAP integriert. Der entscheidende Vorteil der Integration ist nicht nur die Datensicherheit und der geringere Betreuungsaufwand gegenüber einem „Sub-system“, sondern auch der direkte Bezug zwischen den Shopfloor-Daten und den SAP-(Stamm)-Daten. Wir sehen in den KPI-Auswertungen jetzt Verschwendungen, die uns in der Vergangenheit nicht aufgefallen sind.“
Head of Manufacturing Control & Administration
Markus Theilinger
„Das X-NetMES hat eine höhere Transparenz in unseren Produktionsabläufen geschaffen, wodurch wir schneller auf Veränderungen reagieren und fundierte Entscheidungen treffen konnten. Durch die Implementierung des MES-Systems konnten wir unsere Produktionsprozesse erheblich optimieren und in Kombination mit dem Shopfloor Management die Effizienz um 15% steigern.“
SAP-Projektmanager
Nathalie Adler
„Wir haben keine Sammelaufträge in der Instandhaltung mehr und sind komplett papierlos. Die Anwendungen mit der IGH sind so übersichtlich und in wenigen Minuten geschult, dass die Mitarbeiter selbstständig die Aufträge einstellen und bearbeiten können.“
Head of Industrial Engineering
Marjan Petrovic
„Die Software-Lösung von der IGH bietet uns das Potenzial das Papier in der Produktion auf ein Minimum zu reduzieren und somit Kosten von bis zu 125.000 € zu vermeiden.“
IT-Leiter
Norbert Geiger
„Mit dem Umstieg auf das im SAP-integrierte MES-System X-NetMES der IGH Infotec AG, ist die Auswertung- und Erfassung- der Shopfloor-Daten barrierefrei im SAP integriert. Der entscheidende Vorteil der Integration ist nicht nur die Datensicherheit und der geringere Betreuungsaufwand gegenüber einem „Sub-system“, sondern auch der direkte Bezug zwischen den Shopfloor-Daten und den SAP-(Stamm)-Daten. Wir sehen in den KPI-Auswertungen jetzt Verschwendungen, die uns in der Vergangenheit nicht aufgefallen sind.“
Exklusive Insights unserem MES in SAP
Case Studies
Event Highlight für unser MES in SAP
Upcoming Event
SAP MES FAQ
Häufig gestellte Fragen
Hier finden Sie häufig gestellte Fragen rund um das Thema SAP MES. Erfahren Sie, wie ein MES in SAP Ihre Produktionsprozesse optimiert, für mehr Effizienz sorgt und Ihnen eine bessere Kontrolle über Ihre Fertigung bietet.
Was ist ein SAP MES?
Ein SAP MES (Manufacturing Execution System in SAP) ist ein Produktionsleitsystem, das direkt mit SAP ERP oder SAP S/4HANA integriert ist. Es dient dazu, Produktionsprozesse in Echtzeit zu steuern, zu überwachen und zu dokumentieren. Ein SAP MES verbindet die operative Ebene der Fertigung (Maschinen, Mitarbeitende, Aufträge) mit den betriebswirtschaftlichen Prozessen im SAP-System und sorgt so für Transparenz, Rückverfolgbarkeit und effiziente Produktionsabläufe.
Welche Aufgaben hat ein MES in SAP?
Ein MES in SAP übernimmt zentrale Aufgaben in der Produktionssteuerung und -überwachung. Dazu gehören unter anderem die Erfassung von Maschinen- und Prozessdaten, die Rückmeldung von Produktionsaufträgen, die Überwachung von Durchlaufzeiten, die Berechnung von Kennzahlen wie OEE sowie die Sicherstellung der Rückverfolgbarkeit von Materialien. Durch die direkte SAP-Integration werden Medienbrüche vermieden und Produktionsdaten stehen in Echtzeit im SAP-System zur Verfügung.
Was ist der Unterschied zwischen SAP MES und klassischen MES-Systemen?
Der wesentliche Unterschied liegt in der Integration. Ein SAP MES ist direkt in die SAP-Systemlandschaft eingebettet und arbeitet ohne zusätzliche Schnittstellen oder Middleware. Klassische MES-Systeme sind oft externe Lösungen, die über Schnittstellen an SAP angebunden werden müssen. Ein MES in SAP reduziert dadurch Komplexität, Datenredundanzen und Integrationsaufwand und ermöglicht eine durchgängige, konsistente Datenbasis vom Shopfloor bis ins ERP.
Welche Vorteile hat das X-NetMES von IGH gegenüber anderen SAP MES-Lösungen?
X-NetMES unterscheidet sich von anderen SAP-MES-Lösungen vor allem durch seine vollständige Integration direkt in SAP. Es kommt ohne Schnittstellen, Middleware oder externe Datenbanken aus. Alle Produktions-, Maschinen- und Prozessdaten werden direkt im SAP-System verarbeitet und gespeichert. Dadurch entsteht eine durchgängige Datenbasis aus einem Guss, ohne Medienbrüche oder Datenredundanzen. Das reduziert Komplexität, vereinfacht die Systemlandschaft und sorgt für maximale Transparenz und Stabilität in der Produktion.